When bulk materials need to be moved vertically in a controlled, space-efficient manner, bucket elevators remain one of the most reliable and widely used solutions in material handling systems. From agriculture and aggregates to cement, food processing, and industrial applications, bucket elevators provide consistent throughput with minimal material degradation.
At ISC Manufacturing, we design and fabricate custom bucket elevators engineered to meet the specific demands of your material, capacity requirements, and operating environment.
What Is a Bucket Elevator?
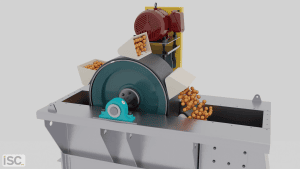
A bucket elevator is a vertical conveying system that uses a series of buckets mounted to a belt or chain to lift bulk material from a lower inlet point to a higher discharge point. As the buckets travel upward within an enclosed casing, material is carried safely and efficiently to the discharge location.
Bucket elevators are ideal for applications where:
-
Floor space is limited
-
High vertical lifts are required
-
Material needs to be conveyed with minimal breakdown
-
Consistent, controlled flow is critical
Centrifugal vs. Continuous Bucket Elevators
ISC Manufacturing offers both centrifugal discharge and continuous discharge bucket elevator designs, allowing us to tailor each system to the material being handled.
Centrifugal bucket elevators are commonly used for free-flowing materials such as grain, sand, or fertilizer. Material is discharged by centrifugal force as the buckets pass over the head pulley or sprocket.
Continuous bucket elevators are designed for more fragile or abrasive materials. Buckets are closely spaced and discharge material by gravity, reducing wear and minimizing product degradation.
Our engineering team works closely with customers to determine the best configuration based on material characteristics, capacity, and duty cycle.



Built for Demanding Applications
Every ISC bucket elevator is designed with durability and long-term performance in mind. Systems can be fabricated in carbon steel, 304 or 316 stainless steel, and abrasion-resistant materials to match your application.
Common design considerations include:
-
Belt or chain-driven configurations
-
Heavy-duty casings for abrasive or high-capacity service
-
Proper bucket selection for material type and flow characteristics
-
Inspection doors and access points for safe maintenance
-
Platforms, ladders, and safety fea
-
tures to meet site requirements
Engineered and built in-house, allowing ISC to maintain strict quality control throughout the fabrication process.

Industries Served
ISC bucket elevators are used across a wide range of industries, including:
-
Agriculture and grain handling
-
Aggregates and mining
-
Cement and building materials
-
Food processing
-
Chemical and industrial processing
-
Recycling and waste handling
Whether the application involves continuous operation or intermittent duty, ISC designs bucket elevators to perform reliably in real-world operating conditions.
Custom Engineered for Your Process
No two bulk material handling systems are exactly alike. That’s why ISC Manufacturing takes a custom-engineered approach to bucket elevator design. By understanding your material properties, capacity requirements, plant layout, and operational goals, we deliver equipment that integrates seamlessly into your process.
From concept and design through fabrication and delivery, our team focuses on building bucket elevators that work reliably from day one, and continue performing for years to come.



Partner with ISC Manufacturing
With decades of experience in bulk material handling equipment, ISC Manufacturing is a trusted partner for engineered conveying solutions. Our bucket elevators are built for performance, durability, and long-term value.
If your operation requires reliable vertical material handling, ISC Manufacturing has the expertise to deliver the right solution.
Learn more at www.iscmfg.com